The RE+ 2024 Convention is coming up soon, and Hill Technical Sales will be there! This event will be held at the Anaheim Convention Center & Campus, located at 800 W Katella Ave, Anaheim, CA 92802. Visit us at Siba’s Booth B51039 – ESI on September 9 & 10.
While you’re there, be sure to connect with SIBA’s knowledgeable team, who can provide valuable insights and expertise on their reliable and innovative URDC-ES fuses. These fuses are designed for voltages of up to 2500 VDC and are specifically tailored to handle the high kA and L/R time constants of 3ms or less in class aR, gR, and gRL (gS). This is essential for safeguarding batteries and energy storage systems.
Additionally, SIBA offers protective solutions for photovoltaic systems with voltage ratings between 600 and 1500 VDC, using their class gPV and gFP fuses. For electric vehicle charging infrastructure and inverters, SIBA provides compact, ultra-rapid AC and pure DC fuses. If your application requires medium voltage solutions, SIBA also has a comprehensive range of MV fuses. Renowned worldwide for their quality fuses and fuse accessories, SIBA is committed to delivering reliable protection for a variety of applications.
Make sure to stop by for more information on these products, and also to pick up a free convention-exclusive pin of our company mascot (and beloved pet) Blackberry!
We look forward to seeing you there! Look at the RE+ 2024 official event website for more information: https://www.re-plus.com/
If you would like to check out a variety of products that we handle that could suit your needs, please check out our website and submit a quote at https://hill-tech.com/, or contact us at 847-255-4400, fax us at (847) 255-0192, or email us at sales@hilltech.com. And be sure to look at our social media pages, linked below!
Hill Technical Sales provides expert design and implementation of quality components for Electrical Power Conversion & Distribution, Thermal Management, UV Curing, and High-Speed Industrial Imaging for more information:
Hill Technical Sales is excited to announce being appointed the Midwest representative for Jasper Electronics! With nearly 30 years of experience, Jasper Electronics is renowned for manufacturing top-notch, efficient power supplies and consistently delivering quality equipment. Their unwavering commitment to 100% customer satisfaction and exceptional engineering sets them apart.
Jasper’s products are not only high quality and reliable but also offer optional ruggedization to protect against vibration, shock, and humidity. We specialize in custom designs tailored to meet the unique needs of your projects. Get ready to experience unparalleled quality and performance with Jasper Electronics!
Traffic Control Power Supplies
Traffic Control Power Supply
Jasper Electronics is a leader in traffic control power supplies designing and manufacturing. Compared to legacy supplies, Jasper’s traffic control units are more compact, more lightweight, and more efficient. They are also California, New York, Georgia, Alabama, Colorado, and other’s primary choice for their state departments of transportation. These power supplies come with 5-48 VDC and 70-400 Watts and are available to be used in new, existing, and custom configurations. They are highly reliable and have both single and multiple outputs.
Traffic Control Power Supplies
PDAs – Model PDA2-LS
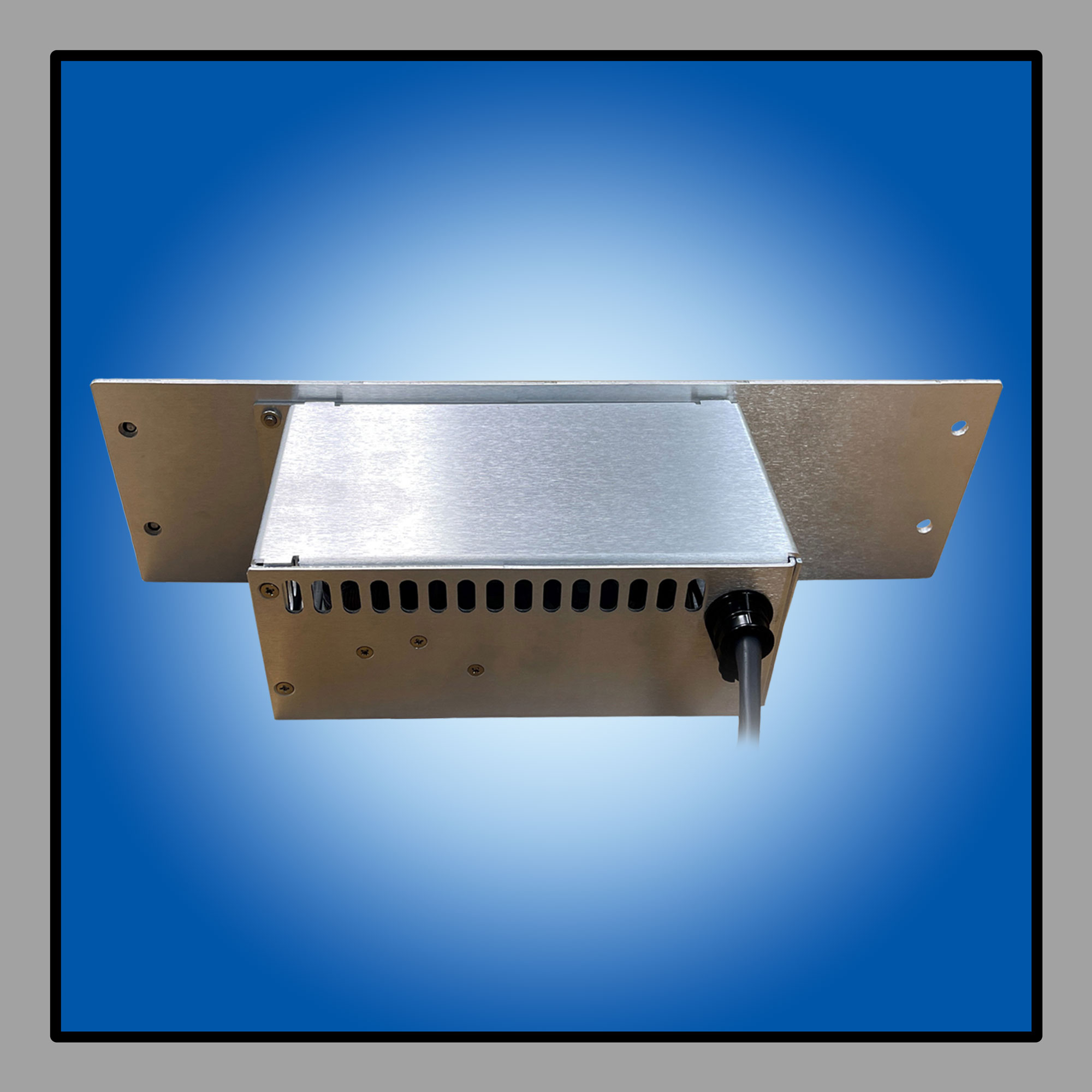
We are showing off our custom Power Distribution Assembly (PDA), the model PDA2-LS, which manages the intake of AC power and distributes AC and DC power to a traffic control cabinet’s circuit. It can be used in configurations that are both either new and existing.
This assembly is powered by three AC circuits that are obtained from the Service Panel Assembly; each being terminated at a 15 Amp circuit breaker. From the front panel, you can access the NEMA type 5-15R GFCI duplex receptacle, which is powered by “AC+ Equip”. In the rear panel, there is an “ER2”, which is a type 5-15R non-GFCI receptacle. The majority of the circuitry both within and connected to the assembly is powered by “+AC RAW”. An EDCO Model SHA-1250 ITS (or equal) surge protector and EMI filter allows “+AC CLEAN” to pass through.
There are two user-accessible slots that can be used to install a Model 204 Flasher Unit in each, thereby providing four signal drives that alternate. The power on these models is controlled on the front panel using a two-pole 20 Amp circuit breaker. Six 10 Amp signal circuit breakers are wired to terminal blocks located in the rear cover, and those are then wired to the outer Output File Assembly.
The PDA2-LS is compact but has room for customization, and in 336LS and 346LX cabinets, it has room for a drawer shelf for laptop support.
Compact PCI Power Supplies
We have both AC and DC input models available for our compact PCI power supplies, with options from 175-500 W. Our AC/DC has 90-264 VAC input, and our DC/DC has 18-72 VDC input. Both have model options of 175-500 Watts with 3U & 6U x 8HP. These models have active PFC, and the option to be ruggedized. They have hot swap and Oring diodes N+1 operation and use a standard 47-pin output connector, with some models that have 32 & 38-pin options. For 3.3, 5, and +12V rails, they also feature current sharing.
Specialty Switching Power Supply Modules
HTL Modular & Rack Mountable Power Supply
There are single and multiple output options for our specialty switching power supplies modules, with compact sizes of 1U high, high density, and the choice to be ruggedized. Our input voltages for these models range from 90-264 VAC, outputs range from 12-54 VDC, and a power rating of 200-1500 Watts. Our output power ranges from 200W-1500+W. The hot swapping for these modules is N+1 redundant and has internal Oring diodes. These modules also have 12-54 VDC outputs and a variety of standby voltages. They have full power to 50C ambient with a derating to 70C and a >0.99 line power factor corrected which is typical at AC 115V.
JBPA-Series Power Supplies
The new JBPA-series power supplies have both configurations for convection and forced-air cooling. Some of our models in this series also have a PMBus interface to manage the power supply module’s essential functions, with customization available. They feature 120W to 3.8KW and have your choice of outputs from 12-56V and full range input of 90-264VAC.
Specialty Rack Mount Switching Power Supplies
Do your redundant systems need hot-swap power supplies of excellent quality? Use our high-density specialty rack mount switching power supplies! We have 12-54VDC redundant outputs and options when it comes to standby voltages. We also have single or mixed output voltages with 200-10,000 watt power ratings, and 2 to 8 slots. Our standard configurations are 1-6U high and have a width of 19.0-23.0 inches. The hot swap in these power supplies is N+1 redundant with internal Oring diodes. They also feature full power to 50C ambient with a derating of 70C and >0.99 line Power Factor Corrected typically at AC 115V. We have AC (90-264 VAC) and DC of the single, dual, and individual unit varieties. These power supplies units can also be ruggedized.
GPAD-Series Convection/Conduction Cooled Power Supplies
Are you tired of having to periodically clean your fans, worrying about fan failure, dealing with irritating fan noises, and want to improve your MTBF performance in your cooling power supplies? We eliminate the need for fans entirely with our GPAD-Series convection/conduction-cooled power supplies! These models can operate in temperatures -20°C to +70°C, and feature a moisture-proof design that is flame retardant. We also offer protection for output short circuits, over-current, over-voltage, and over-temperature situations.
These models are best for applications with high current, low-voltage, high power density. They have a power rating of 200-500 W, output voltages of 12-54VDC, input voltages of 90-264VAC, a power factor of ≥0.95, and a low leakage current of ≤0.7mA. They also come in a compact size of 255 x 50 x 30 mm, and two supplies can be used in parallel. These models can be ruggedized, and each comes with a three-year warranty.
External Power Supplies
We offer external power supplies and IEC Power Adapters have 6-250 Watts with output voltages 5-54V and 3.3-50 VDC, and we also have single and multiple outputs. There is also a vast array of standard output connectors for sale.
We carry Medical External Power Supplies along with these, has options between 4.5-310 Watts and an output voltage of 5-56 V. Medical IEC adapters with standard and custom configurations are also available.
All of our External Power Supplies have 90-264 VAC input and desktop 2 & 3 Pin AC input possibilities. They also offer both fixed and detachable I/O cords. We provide a wide variety of standard output connectors, special connectors, with different colors and cable lengths. Standard pricing and low MOQs are offered across all of these models.
If you would like to check out a variety of products that we handle that could suit your needs, please check out our website and submit a quote at https://hill-tech.com/, or contact us at 847-255-4400, fax us at (847) 255-0192, or email us at sales@hilltech.com. And be sure to look at our social media pages, linked below!
Hill Technical Sales provides expert design and implementation of quality components for Electrical Power Conversion & Distribution, Thermal Management, UV Curing, and High-Speed Industrial Imaging for more information:
Hill Technical Sales will be attending the 2024 IEEE International Power Modulator and High Voltage Conference! We will be there May 28-30 at Booth 23, at the JW Marriot at 10 S West St, Indianapolis, IN 46204.
HVR’s Resistors
During this convention, we will be joining HVR at their booth! HVR supplies high-energy resistors for pre-charge and discharge applications, SIC varistors, and high-power wire wound resistors. HVR also offers U series, C series, RT/RL series, and tube resistors. Along with this, they offer customization to suit your needs perfectly!
Other Featured Products
Along with resistors, we’ll be prepared to talk about other associated products such as:
Fuses – medium voltage (MV) fuses, ultra-rapid, and miniature fuses, PV fuses, switchgear, and more
Capacitors – power, film, and DC link capacitors with a long lifespan and a variety of options for connection
Insulators – Porcelain A20 and A30 Bus Insulators, Cycloaliphatic Epoxy Insulators, Station Post Insulators, Bus Boots, Bushing and Feed Throughs.
Contact
Visit the IEEE International Power Modulator and High Voltage Conference 2024 website for more information! We look forward to seeing you there!
If you would like to check out a variety of products that we handle that could suit your needs, please check out our website at https://hill-tech.com/, or contact us at 847-255-4400, fax us at (847) 255-0192, or email us at sales@hilltech.com. And be sure to look at our social media pages, linked below!
Hill Technical Sales provides expert design and implementation of quality components for Electrical Power Conversion & Distribution, Thermal Management, UV Curing, and High-Speed Industrial Imaging for more information:
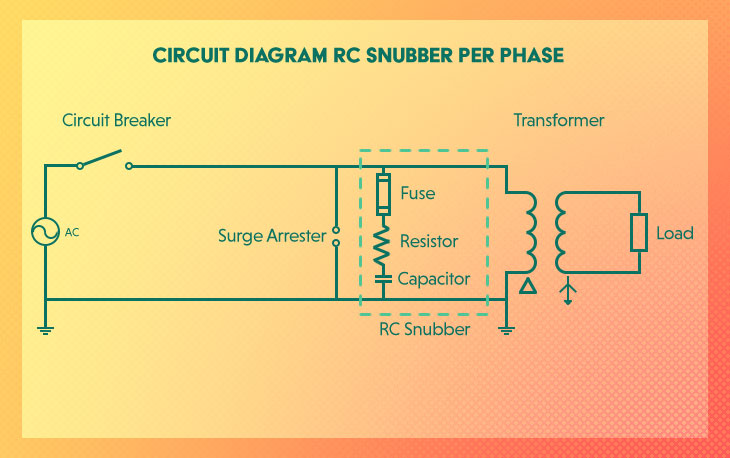
Resistor-Capacitor (RC) transformer protection snubber circuits safeguard medium voltage distribution transformers against transient overvoltages, which minimizes failures. RC snubber circuits are crucial for the protection of dry-type distribution transformers, especially when close-coupled to vacuum switching devices.
These RC networks, consisting of RC configurations, are installed on the high voltage windings of transformers to mitigate transient overvoltages and dv/dt events. They are primarily employed in three-phase distribution transformers.
Medium Voltage RC Snubbers counteract damage from events such as:
Switching on an unloaded or lightly loaded transformer.
Transient recovery voltages (TRV) during transformer de-energization.
Current chopping (CC).
The snubber circuit comprises three fundamental medium voltage components per phase:
Damping resistors
Surge capacitors
Fuses
Hill Tech can assist you with both your fuses and damping resistor requirements for RC snubber circuits.
RC Snubber Circuit Components from Hill Tech
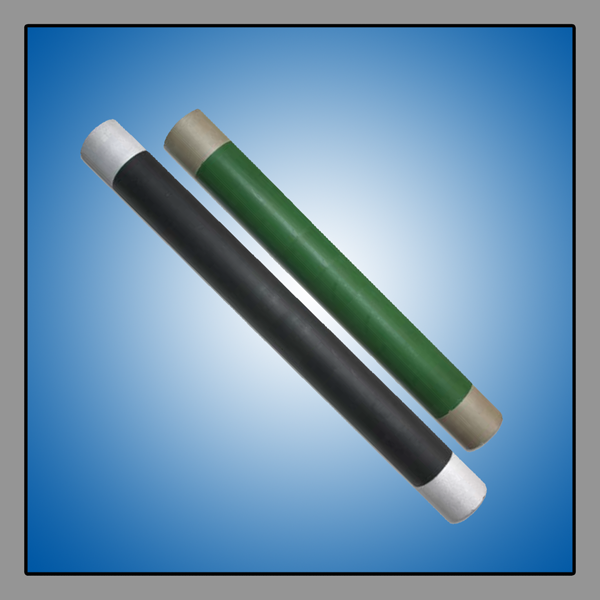
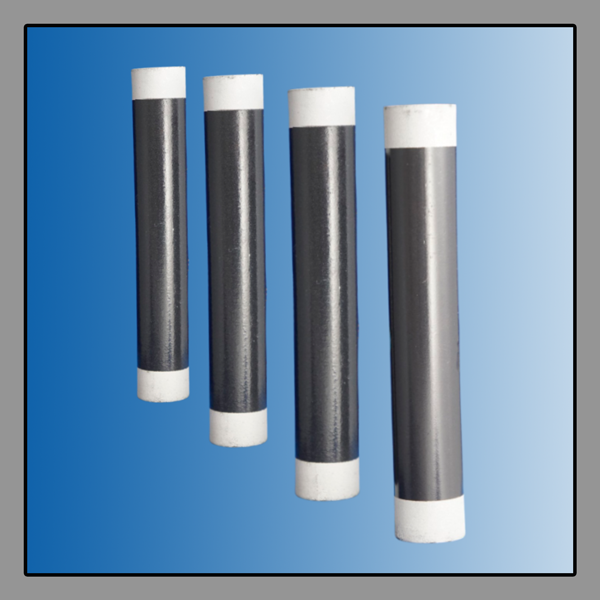
DAMPING RESISTORS: These non-inductive tubular power resistors, constructed of either carbon ceramic or silicon glass, are inherently non-inductive and can handle large surge energies with high continuous power ratings. They feature an anti-track coating and sufficient length, making them suitable for medium voltage applications.
Rod & Tube Carbon Ceramic Resistors
Depending on the surge energy and continuous power rating required by the resistor two different technologies should be considered either silicon glass resistor or carbon ceramic resistor type. Silicon-Glass Tube Resistors are rated up to 330kJ at 1000W and 30kV, whereas carbon ceramic tube resistors are rated up to 119kJ at 225W and 120kV. Contact Hill Tech with those requirements for the best technical solutions.
Silicon Glass Tube Resistors
Various mounting end-caps and clips are available for mounting these resistors.
FUSES: Fuses play a crucial role in preventing the destruction of the snubber circuit. If the fuses fail to operate, the resistors effectively act as fuses, resulting in the loss of protection provided by the snubber circuit.
High Voltage Fuse
High-speed, current-limiting fuses, such as the new HHA-BC series, are specifically designed for optimal performance in capacitor circuits. They are suitable for indoor and outdoor usage in the North American market. The voltage rating of the HHA-BC capacitor fuse matches or exceeds the maximum open circuit voltage of the system, ensuring effective operation during fault conditions.
The HHA-BC capacitor fuse is available in various voltage ratings, including 4.8kV, 5.5kV, 7.2kV, 8.3kV, 15.5kV, and 23kV. We offer different mounting styles, such as threaded/tapped ends (1/2” UNC or M16) and L-Bracket configurations with a 50N striker. The fuses equipped with a 50N striker offer visual fault detection through a bright red-colored striker and can also activate a microswitch assembly for remote monitoring.
High Voltage Fuse
It’s worth noting that all new capacitor fuses equipped with 50N strikers feature a thermal limiter mechanism. This mechanism triggers the striker under overload conditions when the internal temperature of the fuse exceeds specified levels, enhancing safety and reliability.
Hill Tech is pleased to support your component needs for RC transformer protection snubber circuits.
If you would like to check out a variety of products that we handle that could suit your needs, please check out our website at https://hill-tech.com/, or contact us at 847-255-4400, fax us at (847) 255-0192, or email us at sales@hilltech.com.
Hill Technical Sales provides expert design and implementation of quality components for Electrical Power Conversion & Distribution, Thermal Management, UV Curing, and High-Speed Industrial Imaging for more information:
Hill Technical Sales will be at the IEEE PES T&D Conference 2024 on May 6-9! Find us at the Anaheim Convention Center at 800 W Katella Ave, Anaheim, CA 92802.
We will be assisting Siba, Amran, and Accretion this year:
SIBA – Booth 4751 Contains the widest innovation in T&D solutions, medium voltage fuses (MV fuses), ultra rapid, and miniature fuses; fuse links, overall high reliability and knowledgeable team, energy storage, MV transformer protections, MV capacitor banks, PV fuses, switchgear, and other protection applications
Amran – Booth 2849 Medium and low voltage instrument transformers from 600V to 34.5kV, LV & MV current, LV & MV potential, and bushing transformers, new sizes and cost reductions, new compact MV potential transformer (PTs) and control power transformers (CPTs), with CPTs 2400 – 14400 voltages and ratings of 5 and 15k V A
Accretion – Electrical porcelain cycloaliphatic epoxy, and composite insulators, a full range of porcelain and composite bushings, roof bushings, feedthrough bushings, and insulating bus bar support standoffs for all types of applications.
Fuses
MV Potential Transformer
Epoxy Insulators
Please visit the T&D convention website for more information on this event: https://ieeet-d.org/
Featured Products
MV Fuses
Insulators
Instrument Transformers
If you would like to check out a variety of products that we handle that could suit your needs, please check out our website at https://hill-tech.com/, or contact us at 847-255-4400, fax us at (847) 255-0192, or email us at sales@hilltech.com.
Hill Technical Sales provides expert design and implementation of quality components for Electrical Power Conversion & Distribution, Thermal Management, UV Curing, and High-Speed Industrial Imaging for more information: